|
|
|||||||
|
|||||||
Flex-Hone 選定方法 |
| フレックスホーンの選定は、加工するワークの内径、材質、加工目的に合わせ、サイズ、砥粒の種類、粒度を選択することにより行います。粒度については、「4. 加工後の面粗さ目安」も参考にしてください。 |
| 1. サイズを決める | ||
 |
 |
 |
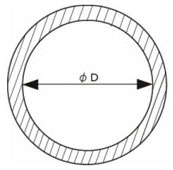
| ワーク内径に適合するフレックスホーンの形式(サイズ)を選択します。 1) ワークの内径 直径D を計測してください。 2) 「型式(サイズ表)」の適用内径に見合った型式を選んでください。 3) フレックスホーンの実際の寸法 直径d は、型式に対して 5〜10% オーバーサイズになっています。 選定の例: 直径Dが20mm の場合、 フレックスホーン形式 BC-20(ワーク内径適用範囲 19〜21mm)を選択。 ※フレックスホーンの適用範囲は、型式に対して、およそ ±5% です。 (サイズ表はこちらをご覧ください。) |
||||||||||||
|
|
||||||||||||
| 2. 砥粒の種類を決める フレックスホーンの砥粒は、標準取扱品として3種類あります。 ワークの材質に合わせて選択してください。 ・ SC シリコンカーバイト(炭化ケイ素) ワークの材質が比較的硬いもの (鋳鉄、鋳鋼、ダクタイル、普通炭素鋼、焼入鋼、工具鋼、黄銅等) ・ AO アルミオキサイト(酸化アルミナ) ワークの材質が比較的軟らかいもの (アルミニウム、ステンレス、真鍮、亜鉛、銅、鉛、その他非鉄金属等) ・ LA ルビゲートアルミナ きめ細かい仕上げを必要とするもの (鉄、非鉄金属のウルトラ仕上げ、樹脂系パーツ等) ※次の標準取扱品以外の砥粒もご希望に応じ申し受けます。 BC:ボロンカーバイト Z:ジルコニア D:ダイヤモンド |
||||||||||||
|
|
||||||||||||
| 3. 砥粒度を決める フレックスホーンの砥粒の粒度(グリッド)は、標準取扱品として7種類あります。 ワークの加工目的に合わせて選択してください。 各砥粒度は、フレックスホーンのシャフト先端部に色を付けて識別しています。 |
||||||||||||
|
||||||||||||
| 例えばバリを取った後に、仕上げ加工したい場合は、#120でバリを取り除いた後に、#320で再研磨するなど、数種類の砥粒を選択することで、バリ取り→粗加工→仕上げの順で加工できます。 各砥粒の加工前と加工後の表面粗さは、「表面粗さの目安」の表を参考にしてください。 |
||||||||||||
| ●灰色#60 ○無色#120 ●赤色#180 ●紺色#240 ○白色#320 ●桃色#600 ●緑色LA(#1000相当) |
||||||||||||
| ※次に示す砥粒度は、特注品として申し受けます。 #20 #40 #80 #400 #800 |
||||||||||||
|
|
||||||||||||
| 例えば、サイズ = 25mm、砥粒種類 = SC(シリコンカーバイト)、砥粒度 = #120の場合、 型式は、BC25 SC120 となります。 |
||||||||||||
BC25 SC120  |
||||||||||||
|
|
||||||||||||
| 4. 加工後の面粗さ目安 加工前粗度に対し、各砥粒による加工後の面粗さの目安を表にしました。 加工前の粗度が粗いワークを、細かく仕上げたい場合は、複数の砥粒を使用して、 順番に仕上げていくのが効率的です。 |
||||||||||||
|
|||||||||||||||||||||||||||||||||||
| ※ ワーク材質や使用条件により、上記に示した面粗度が得られない場合があります。 あくまでも目安として評価してください。 ※ 特に面粗度を重視する場合は、ご希望の値になるか検査(計測)しながら作業してください。 |
|||||||||||||||||||||||||||||||||||
|
|
|