|
|
|||||||||
|
|||||||||
Flex-Hone 使用例 (バリ取り/R出し) |
||
|
||
 |
||
| ↑加工前 | ||
| ↓フレックスホーンによるバリ取り加工後 | ||
 |
||
|
|
||
 |
||
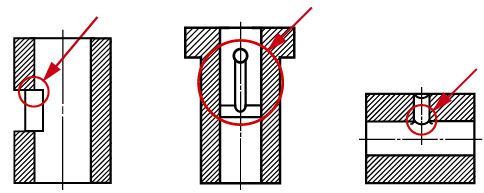
| バリ取り加工およびR取り加工の代表的な例 | ||
 |
||
| バリ取りを行ったワークの見本 | ||
|
|
||
 |
||
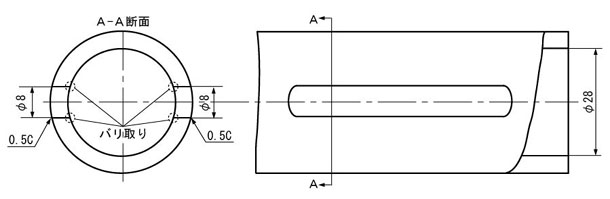
| 1. 溝加工後のバリ取り例 ワークの材質はS45C。図に示すように、内径φ28mmの外周よりφ8mmの溝をエンドミルで加工した際に、内面に生じるバリの除去。但しワーク内面の粗度R.MAX3.2Sを損なわない。フレックスホーンBC-29 SC240を使用。水溶性研削液を使用し、回転数500rpm、ストローク20回/minの速度で、30秒間研磨した。バリは完全に除去され、内面粗度もR.MAX3Sに仕上がった。 |
||
|
|
||
 |
||
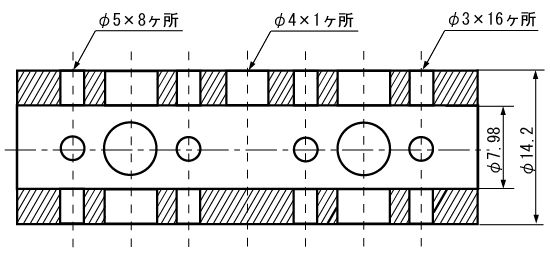
| 2. ダイス鋼 交叉穴のバリ取り例 ワークの材質はSKD-11。図に示すように、スリーブ内径φ7.98mmの穴にφ3mm、φ4mm、φ5mmの穴が多数交叉している。この内面に発生したバリの除去。但し加工前のワーク内面の粗度R.MAX1.5Sを損なわない。フレックスホーンBC-8 SC320を使用。水溶性研削液を使用し、ホーニングマシンで回転数350rpm、ストローク60回/minの速度で、40秒間研磨した。加工後の内面粗度もR.MAX1.5Sに仕上がり、内面バリは全て除去された。交叉穴のバリの高さは0.1mm以下に仕上がった。 |
||
|
|
||
 |
||
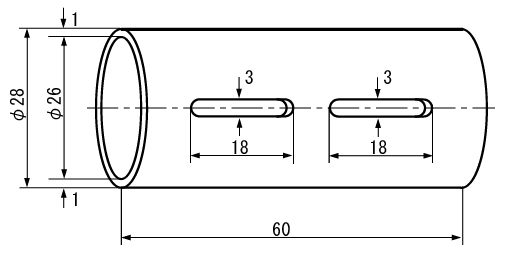
| 3. アルミニウム引抜管 加工溝のバリ取り例 ワークの材質はアルミニューム。図に示すように、内径φ26mm、肉厚1mmのアルミニューム管のフライス加工溝内面に発生するバリの除去。合わせて加工前の内面粗度R.MAX6.5SをR.MAX1.5Sに向上させる。フレックスホーンBC-25 AO320を使用。水溶性研削液を使用し、回転数800rpm、ストローク4回/minの速度で、10秒間研磨した。バリは全て除去され、内面粗度もR.MAX1.5Sに仕上がった。 |
||
|
|
||
 |
||
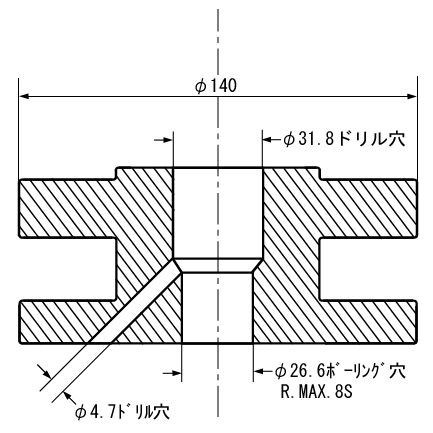
| 4. ダクタイル加工品の交叉穴バリ取り例 ワークの材質はFCD-45。図に示すように、内径φ31.8mmはドリル加工仕上げで、φ26.6mm部分はボーリング加工仕上げ。斜め45°テーパー部分にφ4.7mm穴によるバリが発生する。従来は再ボーリング加工を行っていたが、フレックスホーンによる加工に切り替えた。フレックスホーンBC-29 SC120を使用。φ31.8の穴より挿入し、φ26.6mmの内面も同時に研磨した。水溶性研削液を使用し、回転数500rpm、ストローク40回/minの速度で、30秒間研磨した。バリは全て除去され、φ26.6mmの内面粗度もR.MAX8SからR.MAX4Sに仕上がり、再ボーリングする必要がなくなった。 |
||
|
|
|